




Subministrar a máquina de formación de rolos de barandilla de estrada de venda quente OEM



Cun historial de crédito empresarial sólido, servizos posvenda excepcionais e instalacións de produción modernas, gañamos un excelente historial entre os nosos consumidores de todo o mundo para a subministración de máquinas formadoras de rolos de barandilla de estrada de venda en quente OEM, centrámonos en facer unha excelente calidade excepcional. produtos e solucións para proporcionar asistencia aos nosos compradores para determinar unha asociación gaña-gaña a longo prazo.
Cun historial de crédito empresarial sólido, servizos posvenda excepcionais e modernas instalacións de produción, conseguimos un excelente historial entre os nosos consumidores de todo o mundo porMáquina formadora de rolos de barandilla de estrada de venda quente en China e máquina de formación de rolos de barandilla de estrada, A nosa empresa conta con enxeñeiros expertos e persoal técnico para responder ás súas preguntas sobre problemas de mantemento, algún fallo común.A nosa garantía de calidade do produto, concesións de prezos, calquera dúbida sobre a mercadoría, non dubide en contactar connosco.
PRINCIPAIS PARÁMETROS TÉCNICOS
Material: chapa galvanizada
Resistencia de rendemento das materias primas: 235Mpa
Diámetro exterior da bobina: ≤Ф1200 mm
Diámetro interior da bobina: Ф508 mm
Ancho da tira de aceiro: ≤150 mm
Espesor da tira de aceiro: 2 mm
Peso da bobina: ≤2000 kg
Área do chan da máquina: 25000X3000X1800
PROCESO DE PRODUCIÓN
A liña de produción realízase segundo o seguinte proceso:
Desbobinado → Nivelación Servo Alimentación → Punzonado → Formado de rolos en frío → Cizalla hidráulica → Descarga de material
COMPOÑENTES PRINCIPAIS
1. Desbobinador 1 conxunto
Diámetro interior admisible da bobina: Ф508
Máx.diámetro exterior admisible da bobina: Ф1200 mm
Máx.ancho de rolo permitido: 200 mm
Máx.peso de carga do rolo: ≤2000 kg
2. Servo Alimentación 1 conxunto
Velocidade máxima de alimentación: 30 m/min
Ancho de alimentación máximo permitido: ≤200 mm
Espesor de alimentación permitido ≤ 2 mm
Erro de alimentación única: ≤±0,2 mm (a tolerancia non é acumulativa)
Marca do servomotor: Yaskawa (YASKAWA, xaponés)
Potencia do servomotor: ≈3Kw (suxeito ao deseño final)
3. Punzonadora 1 conxunto
Adopta o modo de prensa líquida de catro columnas, que é económico, aplicable e rápido.A distancia de perforación é axustable na dirección transversal da placa e o paso de perforación pódese cambiar a través do sistema de control eléctrico.
4. Máquina formadora de rolos 1 conxunto
Material do arco: QT450.
Material do eixe do rolo: 40Cr, templado e revenido, dureza HRC45~50
Pase de formación: 12 pases
Diámetro do eixe da máquina de conformación: φ60 mm (suxeito ao deseño final)
Potencia do motor: uns 30 kW (suxeito ao deseño final)
Velocidade lineal máxima: 3~10 m/min
5. Cizalla de seguimento neumática 1 xogo
Material do cortador: Cr12MoV (dureza despois do enfriamento é HRC58~62)
6. Sistema hidráulico 1 conxunto
Os compoñentes principais son: bomba de aceite, motor, válvula hidráulica, válvula solenoide, filtro e depósito de aceite hidráulico, etc. O sistema hidráulico usa un filtro e a limpeza do aceite está garantida para o nivel 6-8.
PRINCIPAIS COMPOÑENTES ELÉCTRICOS
| No | Nome dos elementos | Marca |
| 1 | PLC | Mitsubishi, Xapón |
| 2 | Servomotor | Yaskawa, Xapón |
| 3 | Inversor | Delta (Taiwán, China) |
| 4 | Pantalla táctil | Vinylon (Taiwán, China) |
| 5 | Compoñentes eléctricos de baixa tensión | Omron |
MOSTRAS DE PEZAS DE TRABALLO
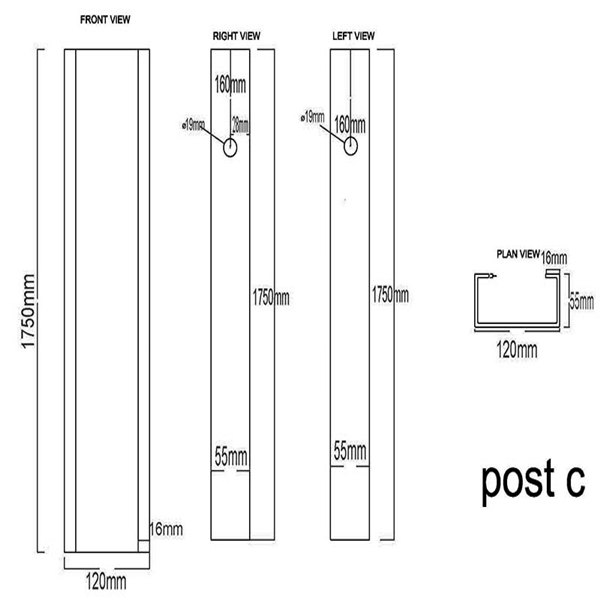

A máquina de formación de piares C de barandilla de vía rápida é un equipo especial para a fabricación de piares C de barandilla de vía rápida.Foi deseñado especificamente para formar o perfil e as dimensións do pilar C desexados alimentando unha bobina de metal a través dunha serie de rolos que moldean gradualmente o metal na forma desexada.
Unha máquina formadora de rolos normalmente consiste nun conxunto de rolos ou estacións de conformación que aplican presión e forman gradualmente o metal nun perfil en C.A máquina tamén poderá dispor de postos de traballo adicionais para cortar, perforar e realizar outras operacións necesarias para completar os postos.O proceso comeza introducindo unha bobina continua de metal nun laminador.
Despois, o metal pásase por unha serie de rolos, que gradualmente o conforman nun perfil en forma de C ata as dimensións e características desexadas.Unha vez que o metal está formado, córtase á lonxitude desexada e os buracos ou ranuras necesarios son perforados nos postes.
Os piares C acabados producidos pola máquina de perfilado utilízanse despois en instalacións de barreiras de estradas para proporcionar apoio estrutural e protección.



